
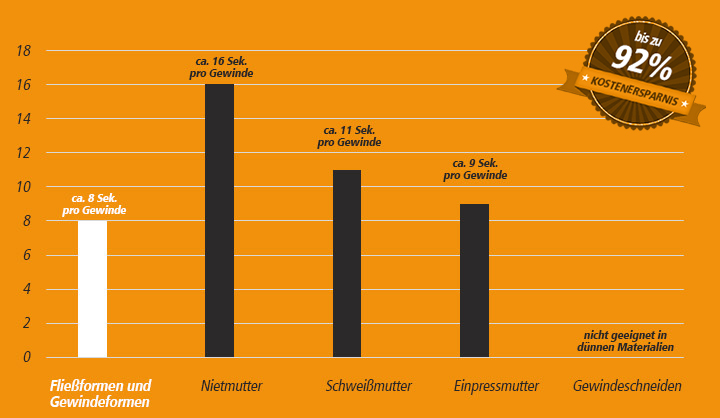
Beim Arbeiten mit einer NC- oder CNC-gesteuerten Anlage besteht die Möglichkeit, die Durchführung des Produktionsprozesses erheblich zu beschleunigen. Je nach Auslegung der Maschine kann in den einzelnen Prozessschritten die Vorschubgeschwindigkeit – wie im Beispiel aufgezeigt - sukzessiv erhöht werden.
Weitere CNC-Prozessdaten stehen auf Anfrage zur Verfügung.
| centerdrill Kernloch-Ø (mm) |
max. Wandstärke (mm) |
Spindel- drehzahl (mm) |
Länge Arbeitsdorn L1** (mm) |
Gesamter Arbeitsweg* (mm) |
Arbeits- schritte |
Vorschubge- schwindigkeit (mm/min) |
| M6 - Ø 5,4 lang (lang-flach)* |
2,7 (3,0)* |
2400 | 13,5 | 12,0 (13,5)* |
0 - 2 2 - 4 4 - 6 6 - 11 11 - Ende |
150 250 350 550 200 (900)* |
| M8 - Ø 7,3 lang (lang-flach)* |
3,5 (4,5)* |
2100 | 18,1 | 16,6 (18,1)* |
0 - 2 2 - 4 4 - 7 7 - 14 14 - Ende |
150 250 350 550 200 (900)* |
* Der Arbeitsweg erhöht sich bei der flachen Ausführung um die Höhe des Kragens
** Kontrollieren Sie die Länge L1 bei jedem Werkzeugwechsel, da es zu Abweichungen aufgrund von Fertigungstoleranzen kommen kann.
Je nach Anwendung können maschinelle Voraussetzungen und Prozessdaten ggü. den angegebenen Daten auch deutlich variieren. Unsere Anwendungstechniker beraten Sie gerne.
Beispiel 2mm Stahl mit M8, geschätzte Standzeit
= ca. 8.000 Löcher mit Centerdrill+Centertap
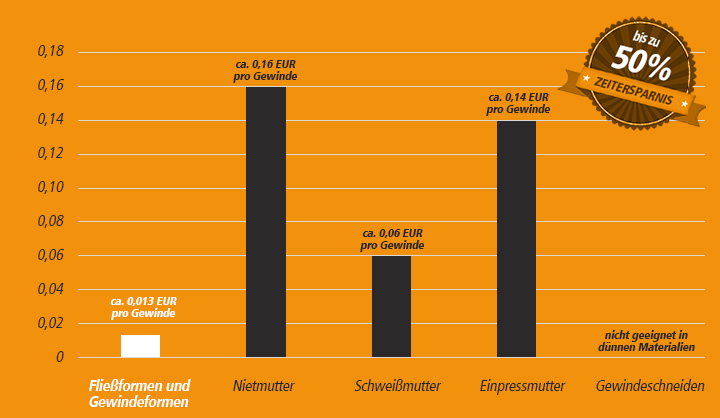
Fließformer 7.3 lang = 76,50EUR/St.
Gewindeformer M8 = 26,00 EUR/St.
= 102,50EUR / 8.000 Löcher = 0,013 EUR/DIN-Gewinde
Centerdrill GmbH
Valterweg 19
D-65817 Eppstein
Tel. +49 (0) 6198/5858-97
Fax. +49 (0) 6198/5858-99
Mail: info@centerdrill.de
Tel. +49 (0) 6198/5858-97
Direkt senden an:
Mail: support@centerdrill.de
Direkt senden an:
Mail: order@centerdrill.de

